"Jeder sagt was anderes (zur idealen Härtetemperatur)".
Das sollte niemand wundern, denn die eine "ideale Härtetemperatur" gibt es nicht. Wohl aber gibt es einen vernünftigen Rahmen, innerhalb dessen man sich halten sollte und innerhalb dessen man Schwerpunkte setzen kann.
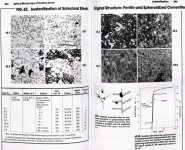
Theoretisch ergibt sich die "ideale Härtetemperatur" unlegierter Stähle aus dem Eisen-Kohlenstoff -Diagramm. Für das erfolgreiche Härten kommt es darauf an, daß der Ferrit vollständig in Austenit umgewandelt ist und eventuell vorhandene Karbide-bei unlegierten Stählen ausschließlich Zementit-Fe 3 C- gelöst sind.
Bei untereutektoidischen Stählen sind die Karbide bei der Temperatur der vollständigen Austenitisierung allesamt gelöst, auf sie braucht man also keine Rücksicht zu nehmen.
Man muß eher Rücksicht auf ihr Fehlen nehmen, da dadurch das Kornwachstum nicht gebremst wird, solche Stähle also bei Überhitzung also zu Grobkorn neigen.
Die theoretische optimale Härtetemperatur würde also exakt der Linie G- O- S im Diagramm folgen, bzw eine Spur darüber liegen, da die Umwandlung Ferrit-Austenit oberhalb dieser Linie, dann aber schnell einsetzt.
Bei exakt 0,6 % C liegt der Schnittpunkt mit der G- O -S-Linie ziemlich genau bei 750 Grad, bei 0,55 % C entsprechend höher, bei 0,65 % C niedriger.
Wollte man nun genau diesen abgelesenen Wärmegrad nutzen, so könnte folgendes passieren: bei einer C 60 Charge mit 0,55 % C- was noch im Legierungsrahmen wäre- und einer nicht ganz exakten Temperaturanzeige an der Klinge selbst könnten im Ofen eingestellte 755 Grad für die vollständige Austenitisierung deutlich zu niedrig sein und das Resultat wäre ein unbefriedigendes Härteergebnis.
Ein solcher Versuch, auf Messers Schneide zu balancieren, ist aber auch gar nicht nötig. Aus dem Atlas der Wärmebehandlung kann man entnehmen, bei welcher Temperatur und bei welcher Haltezeit Kornwachstum einsetzt-Einzelheiten bitte selbst nachlesen.
Ich kann aber insoweit ängstliche Gemüter beruhigen: Bei einer kurzfristigen Überschreitung der empfohlenen Härtetemperaturen passiert da noch nichts.
Es ist also völlig in Ordnung, wenn man die Linie G-O- S um 20-50 Grad überschreitet, also beim C 60 aus einem Temperaturrahmen von 770 bis 820 Grad härtet. Bei unseren zierlichen Dimensionen ist es ausreichend und empfehlenswert, sich nach dem unteren Temperaturrahmen zu richten, Haltezeiten sind wegen der schon vorher abgeschlossenen Karbidlösung im Grunde nicht erforderlich. 2-5 Minuten schaden aber auch nicht, schon gar nicht, wenn man am unteren Rand des Temperaturrahmens bleibt.
Wenn die Vorbehandlung des Härteguts optimal war, also ein möglichst feines Korn eingestellt ist und das Material gut weichgeglüht ist, braucht man auch keine Angst vor schneller Erhitzung zu haben.
Bei allem Streben nach Perfektion-gradgenau kann man im Ofen ohnehin nicht erhitzen und 5 Grad rauf oder runter machen keinen spürbaren Unterschied.
Freundliche Grüße
U. Gerfin"





")