Günther
Mitglied
- Beiträge
- 1.219
Ich hab mich mit meiner Frau auf folgendes geeinigt:
Wenn ich Nachmittagsschicht habe bringe ich morgens meine Tochter zum Kindergarten und hab den Rest vom Vormittag zum Messermachen.
Ich war vor ein paar Wochen wieder einmal (nicht erfolgreich) am Damast schmieden.
Tief im Gedanken versunken hab ich gewerkelt und geklopft.
Nachdem ich das Paket verschweißt und ausgereckt hatte, konnte ich nicht weiter machen, da ich es in drei Teile schneiden wollte und mit dem Schutzgasschweißgerät wieder zusammen zu heften, das mach ich aber in der Arbeit.
Also ein weiteres Paket verarbeiten. Da fällt mein Blick auf ein Paket das ich schon länger vorbereitet in der Werkstatt herum stehen hatte:
Schneidleiste aus 1.2510 mit Außenlagen aus Kettensäge.
Also Paket erwärmt auf Rotglut, erste Portion Borax drauf, wieder rein, auf gelb erhitzt noch einmal Borax bis es schön siedet, dann raus und flott klopfen.
Noch einmal erhitzt und andere Seite bearbeitet.
Dann ein flüchtiger Blick auf die Uhr - 11.45Uhr. Ich hätte um 11.30 Uhr meine Älteste vom Kindergarten abholen sollen
Schnell die Gasesse abdrehen, das nur halbherzig geklebte Paket zur Seite gestellt und mit dreckigen Händen ins Auto gesprungen.
Am nächsten Tag pünktlich um 8 Uhr die Kleine abgeliefert und wieder in die Werkstatt.
Ich wollte das Paket vom Vortag weiter bearbeiten, aber aus einem sind zwei geworden. Es ist einfach in der Mitte zerrissen.
Der Riss geht seltsamer Weise nicht an der Schmiedefuge zwischen 1.2510 und Kettensäge sondern mitten durch die Lage 1.2510.
Der Riss ging bis auf einen Zentimeter durch die gesamte Länge. Ich habe das Stück dann ganz durchgebrochen, das ich zwei Teile hatte.
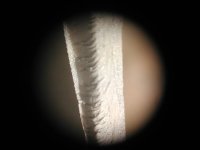
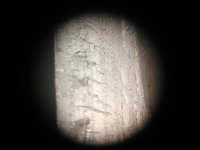
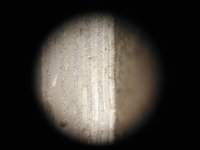
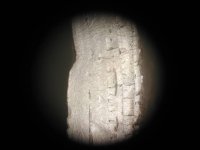
An der Oberfläche war ganz deutlich die Kornsruktur zu sehen – extrem grobes Korn.
Ich bin zu dem Schluss gekommen, das durch das erhitzen auf Schweißtemperatur ohne ausreichende Umformung und ohne nachfolgendes Normalisieren der Stahl geschädigt wurde, und die unterschiedlichen Lagen eine solche Spannung aufgebaut haben, das der Stahl in der Mitte zersprungen ist.
Die Bilder sind nicht besonders gut, aber ich hoffe, das grobe Korn ist zu erkennen.
Wenn ich Nachmittagsschicht habe bringe ich morgens meine Tochter zum Kindergarten und hab den Rest vom Vormittag zum Messermachen.
Ich war vor ein paar Wochen wieder einmal (nicht erfolgreich) am Damast schmieden.
Tief im Gedanken versunken hab ich gewerkelt und geklopft.
Nachdem ich das Paket verschweißt und ausgereckt hatte, konnte ich nicht weiter machen, da ich es in drei Teile schneiden wollte und mit dem Schutzgasschweißgerät wieder zusammen zu heften, das mach ich aber in der Arbeit.
Also ein weiteres Paket verarbeiten. Da fällt mein Blick auf ein Paket das ich schon länger vorbereitet in der Werkstatt herum stehen hatte:
Schneidleiste aus 1.2510 mit Außenlagen aus Kettensäge.
Also Paket erwärmt auf Rotglut, erste Portion Borax drauf, wieder rein, auf gelb erhitzt noch einmal Borax bis es schön siedet, dann raus und flott klopfen.
Noch einmal erhitzt und andere Seite bearbeitet.
Dann ein flüchtiger Blick auf die Uhr - 11.45Uhr. Ich hätte um 11.30 Uhr meine Älteste vom Kindergarten abholen sollen
Schnell die Gasesse abdrehen, das nur halbherzig geklebte Paket zur Seite gestellt und mit dreckigen Händen ins Auto gesprungen.
Am nächsten Tag pünktlich um 8 Uhr die Kleine abgeliefert und wieder in die Werkstatt.
Ich wollte das Paket vom Vortag weiter bearbeiten, aber aus einem sind zwei geworden. Es ist einfach in der Mitte zerrissen.
Der Riss geht seltsamer Weise nicht an der Schmiedefuge zwischen 1.2510 und Kettensäge sondern mitten durch die Lage 1.2510.
Der Riss ging bis auf einen Zentimeter durch die gesamte Länge. Ich habe das Stück dann ganz durchgebrochen, das ich zwei Teile hatte.
An der Oberfläche war ganz deutlich die Kornsruktur zu sehen – extrem grobes Korn.
Ich bin zu dem Schluss gekommen, das durch das erhitzen auf Schweißtemperatur ohne ausreichende Umformung und ohne nachfolgendes Normalisieren der Stahl geschädigt wurde, und die unterschiedlichen Lagen eine solche Spannung aufgebaut haben, das der Stahl in der Mitte zersprungen ist.
Die Bilder sind nicht besonders gut, aber ich hoffe, das grobe Korn ist zu erkennen.












")