Bevor ich jetzt in die Diskussion einsteige was ist jetzt mit den Kennfelddatenblättern.... (sind fertig)
sollten wir uns mal die Kernaussagen rausholen der Quellen die da von Ulrich und Herbert genannt wurden.
Da steht bei Bild D1L20
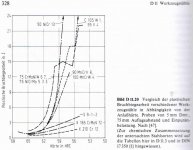
Vergleich der plastischen
Bruchbiegearbeit verschiedener Werkzeugstähle
In Abhängigkeit von der
AnbOhärte. Proben von Smm Dmr.,
75 mm Auflngeabstand und Einpunkt
belastung. Nach [47J.
(Zur chemischen Zusammensetzung
der untersuchten Stahlsorten wird auf
die Tabellen hier in D 11.3 und in DIN
17350 [1J hingewiesen),
dass hat man 1.2842 im Vergleich zu 1.2880 Der legierungstechnisch nahezu gleich dem 1.2379 ist, Bei 58HRC ca.12J gegenüber den ca 2,5 J plastische Bruchbiegearbeit hat.
Das ist also dann der Faktor 4,8 den 1.2842 mehr abkann als der ledeburitische Stahl.
Bei C105 sind das nach dieser Tabelle dann schon ca. 17j daraus ergibt sich der Faktor 6,8
Bei 50NiCr13 ein schlagzäher Stahl, der an sich der geeignete Stahl für eine schlagende Beanspruchung ist, jedoch dessen Kurve leider da nicht mehr drauf ist bei diesem Härtewert, ergibt sich bei einem angenommen Wert von 40J, ein Faktor ca.16 den dieser Stahl mehr abkann als der ledeburitische Stahl.
Also etwa Faktor 16 bei dem eigentlich sinnvollsten Stahl für die schlagende Anwendung das ist gelinde gesagt eine andere Dimension.
Was würde das dann umgekehrt für die konstruktive Auslegung bedeuten.
Da Belastungen immer auf den Querschnitt bezogen sind, bedeutet das schlichtweg, dass die oben angesprochenen 5 mm Querschnitt (entspricht rund 20mm²) der Probe um den Faktor 16 verringert werden könnte (1,2mm²) um den entsprechenden gleiche Belastung aufzunehmen. Damit würde sich auch das Gewicht proportional reduzieren.
Wohl gemerkt, das ist jetzt eine Härte von 58HRC die wir angenommen haben. Bei dieser Härte ist das Verhältnis von Ledeburitischem Stahl und schlagzähem Stahl „noch günstig“.
Wenn man jetzt in die Regionen der sinnvollen Härte geht in denen sich ein Schaukampfschwert befinden sollte, also bei 45 HRC +-3 HRC, dann ist das Missverhältnis ja noch bedeutend größer wie sich leicht aus der Grafik vermuten lässt.
Also mal ehrlich wenn das nicht ein schlagendes Argument ist????
Und das Argument vonbBewährten monsterdicken Klingenstärken lass ich so auch nicht unkommentiert stehen, denn dann wären ja in der Tat die geometrien der Haumesser der Urvölker die jenigen die Zählen den die arbeiten ja jeden Tag damit und wenn es irgendwelchen sinn gemacht hätte diese Dick zu machen, dann wäre es so geschehen.
Und würde es auch so sein dass die Geometrien entprechend dick sind, dann hätte der "moderne Urmensch" mit 1.2379 immernoch den mindestens 16fachen Sicherheitsnachteil den er für deutlich teureres Geld bezahlt.
.

:teuflisch


")