

Guten Abend zusammen,
Eigentlich wollte ich ja nicht....
....auf einen Stahlhype einsteigen und viel zu viel Geld für Stahl ausgeben - aber ich habe es dann doch getan, wie im Thema zu dem APEX-ULTRA hier im Forum zu lesen ist.
Wenn ich auch, nach wie vor, die Meinung vertrete, dass Geomterie und Wärmebehandlung entscheidender sind als ein paar Prozent Unterschied in der Legierung: so eine These bleibt eine These, bis man es in der Praxis überprüft hat")
Und der Stahl ist von der Legierung und den Mikroskopaufnahmen auf der Apex-Seite einer der interessantesten Vertreter in der Stahlklasse.
Im Gegensatz zu einem 1.2562 oder 1.2442 mit ähnlichem W-Gehalt hat er deutlich mehr Cr legiert für eine saubere und gleichmäßige Durchhärtung in Öl und zudem sind in den Gefügeaufnahmen der Testschmelze weder grobe Primärkarbide zu finden wie beim 1.2562 als auch keine Ausscheidungen entlang der Korngrenzen (wie bei den anderen beiden genannten Stählen ).
Der Beitrag von Dandav1994 in dem Apex-Thema hier relativiert das für die im Verkauf befindliche Schmelze, aber wie schon oben geschrieben: erst Versuch macht kluch!
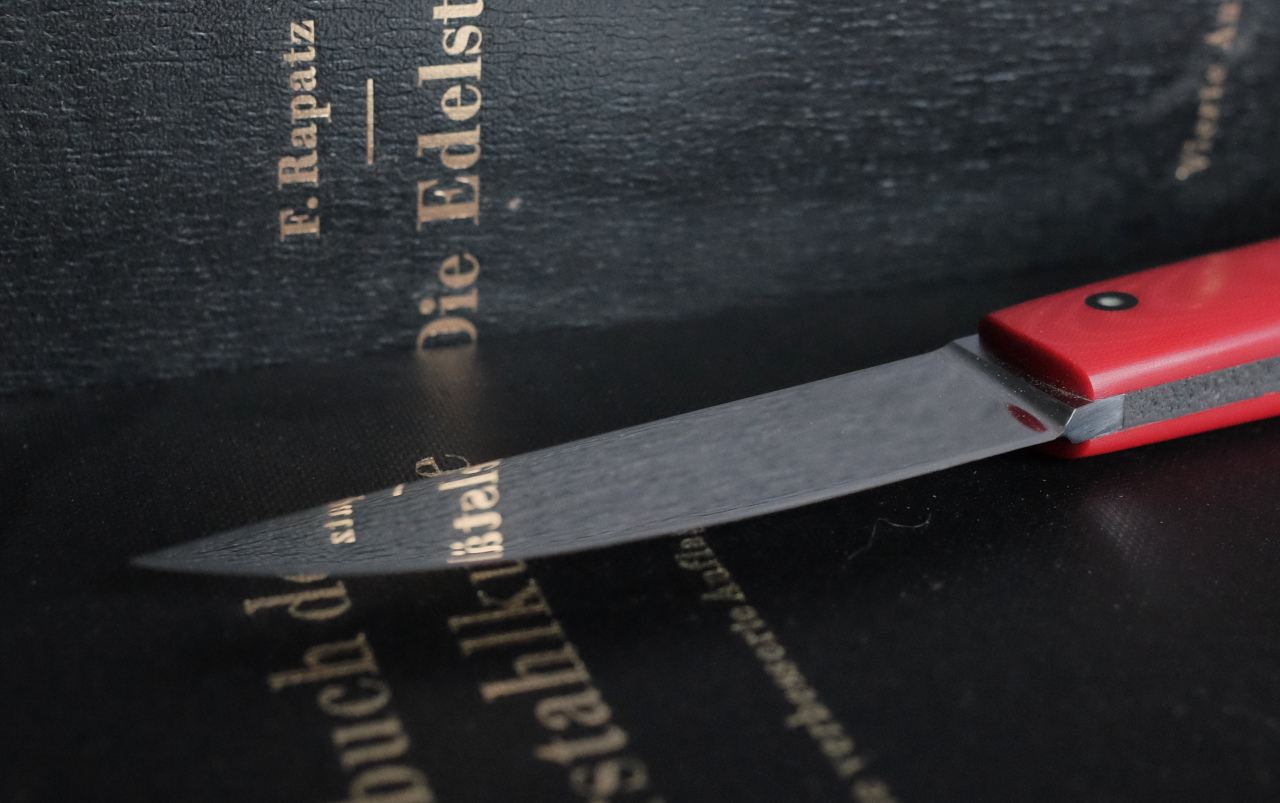
Also ist nun endlich das Messer mit EDC-Geometrie fertig für eigene Erfahrungen damit:

Klinge ist klar, Härtung bei 830°C und 2x Anlassen bei 170°C.
Das Datenblatt zum Stahl geht von weit über 65° HRC aus bei der Behandlung; ich habe aber das Gefühl, dass es eher etwas unter 65° HRC sind.
Pins aus schwarzem G10 (6mm) und VA (3mm)
Klingenlänge (reine Schneide): 92mm
Klingenhöhe kurz vor dem Ricasso: 22,5mm
Stärke hinter der Schneide: ~0,45mm
Grifflänge: 113mm (plus die 3mm Übergang zwischen Griff und Schneide)
Griffstärke an der breitesten Stelle: 16,5mm
Klingenstärke (Ricasso/ Mitte zur Spitze/ 1cm vor der Spitze): 3mm/ 2,3mm/ 1,3mm
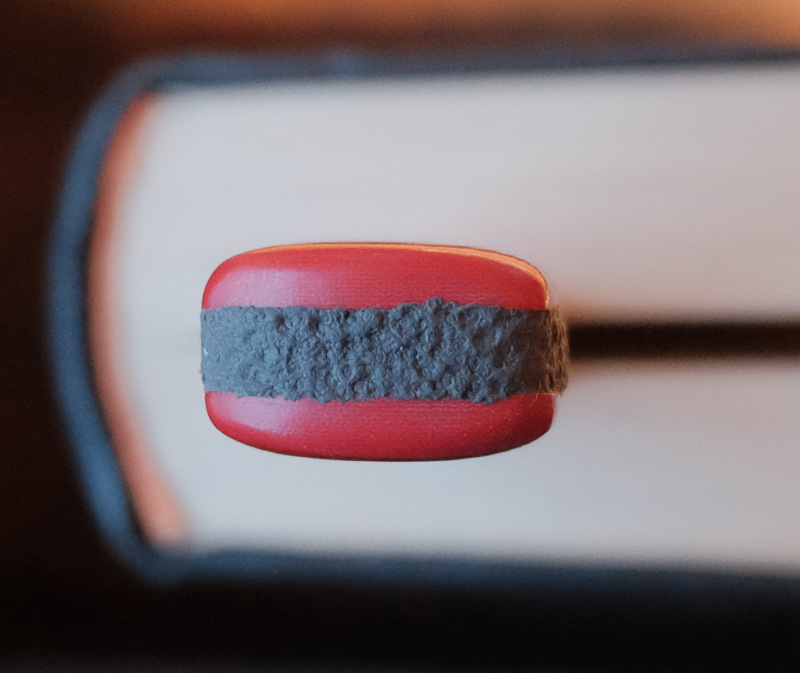
Das Ganze ist so konstruiert, dass der Erl als Flacherl ausgeführt ist, aber die Schalen 2-3mm überstehen und dann mit Sugru-Silikonknete ausgefüllt wurde, um eine etwas strukturierte und rutschhemmende Einlage reinzubringen:

so ganz sauber habe ich es nicht hinbekommen (bzw. ich muss mit einem Cutter noch einmal nacharbeiten), wie die Griffkontur in der Nahaufnahme zeigt (Mist, wenn man im Brillenalter angekommen ist):
...das weinrote Micarta (tausend Dank, Matthias aka @Taperedtang!) ist wunderschön von der Farbe, dicht und fest sowie ohne jegliche Fehlstellen - ein Superzeug!
Finishen des Materials ist auf Grund der Härte und des Anteils an W und Cr nicht so 'easy' wie ein 1.2842, aber auch kein HSS oder höchstlegierter PM. Diamant (als 'Meinungsverstärker' auf Schleifleinen) ist hilfreich und verkürzt die Anstrengungen auf jeden Fall
Das Finish der Klinge ist eine Satinierung mit Tendenz zur Spiegelung (je nach Lichteinfall):

und was die Spiegeltendenz angeht:

ein Fehler ist mir beim Verkleben unterlaufen: der vordere G10-Pin hatte von der Herstellung eine Bohrung auf einer Seite, die ich zu weit in den Griff mit reingeklebt hatte (man will ja nix verschneken - aber ich habe nicht genug aufgespasst). Statt jetzt den Griff ergonomisch zu versauen, indem ich das wegschleife, habe ich mich für eine Füllung mit nachleuchtender Paste aus dem Uhrenbereich entschieden.
Hier im Vergleich zu dem Leuchpunkt meines ANV Z200:

(das ganze nach 15min Aufladung unter einer LED-Schreibtischlampe). Die Lume ist ganz gut und lädt sich (neben der Größe, die die Leuchtstärke wesentlich ausmacht) viel schneller auf als beim ANV. Ich hätte an sich weiß grundieren sollen, aber es war eher ein 'Goodie' zur Rettung des Fehlers und keine ernsthafte Steigerung der Gebrauchstüchtigkeit.
Über die Sinnhaftigkeit des Verbauens dieser Legierung als EDC kann man sicherlich diskutieren. Er wird als Stahl für feine Schneiden im Bereich Küche/ Rasieren und vlt. auch Schnitzen ausgewiesen. Auf der anderen Seite gilt der vom C-Gehalt sehr ähnliche 1.2442 als gute Wahl für hochwertige feinschneidige EDC's. Insofern sicherlich nicht außerhalb des sinnvollen Einsatzspektrums. Und vor dem Hintergund kann man durchaus probieren, ob sich die 'reine Erschmelzung' in der Praxis positiv von anderen, ähnlichen Legierungen in Bezug auf Erhalt der feinen Schneide absetzen kann.
Viele Grüße,
Torsten
(der große Problem hatte, bei dem miesen, trüben Wetter heute halbwegs passable Fotos der ganzen Nummer hinzubekommen - insbesondere, den tollen Rotton der Schalen vom Weißabgleich und der Helligkeit abzulichten)
Eigentlich wollte ich ja nicht....
....auf einen Stahlhype einsteigen und viel zu viel Geld für Stahl ausgeben - aber ich habe es dann doch getan, wie im Thema zu dem APEX-ULTRA hier im Forum zu lesen ist.
Wenn ich auch, nach wie vor, die Meinung vertrete, dass Geomterie und Wärmebehandlung entscheidender sind als ein paar Prozent Unterschied in der Legierung: so eine These bleibt eine These, bis man es in der Praxis überprüft hat
Und der Stahl ist von der Legierung und den Mikroskopaufnahmen auf der Apex-Seite einer der interessantesten Vertreter in der Stahlklasse.
Im Gegensatz zu einem 1.2562 oder 1.2442 mit ähnlichem W-Gehalt hat er deutlich mehr Cr legiert für eine saubere und gleichmäßige Durchhärtung in Öl und zudem sind in den Gefügeaufnahmen der Testschmelze weder grobe Primärkarbide zu finden wie beim 1.2562 als auch keine Ausscheidungen entlang der Korngrenzen (wie bei den anderen beiden genannten Stählen ).
Der Beitrag von Dandav1994 in dem Apex-Thema hier relativiert das für die im Verkauf befindliche Schmelze, aber wie schon oben geschrieben: erst Versuch macht kluch!
Also ist nun endlich das Messer mit EDC-Geometrie fertig für eigene Erfahrungen damit:
Klinge ist klar, Härtung bei 830°C und 2x Anlassen bei 170°C.
Das Datenblatt zum Stahl geht von weit über 65° HRC aus bei der Behandlung; ich habe aber das Gefühl, dass es eher etwas unter 65° HRC sind.
Pins aus schwarzem G10 (6mm) und VA (3mm)
Klingenlänge (reine Schneide): 92mm
Klingenhöhe kurz vor dem Ricasso: 22,5mm
Stärke hinter der Schneide: ~0,45mm
Grifflänge: 113mm (plus die 3mm Übergang zwischen Griff und Schneide)
Griffstärke an der breitesten Stelle: 16,5mm
Klingenstärke (Ricasso/ Mitte zur Spitze/ 1cm vor der Spitze): 3mm/ 2,3mm/ 1,3mm
Das Ganze ist so konstruiert, dass der Erl als Flacherl ausgeführt ist, aber die Schalen 2-3mm überstehen und dann mit Sugru-Silikonknete ausgefüllt wurde, um eine etwas strukturierte und rutschhemmende Einlage reinzubringen:
so ganz sauber habe ich es nicht hinbekommen (bzw. ich muss mit einem Cutter noch einmal nacharbeiten), wie die Griffkontur in der Nahaufnahme zeigt (Mist, wenn man im Brillenalter angekommen ist):
...das weinrote Micarta (tausend Dank, Matthias aka @Taperedtang!) ist wunderschön von der Farbe, dicht und fest sowie ohne jegliche Fehlstellen - ein Superzeug!
Finishen des Materials ist auf Grund der Härte und des Anteils an W und Cr nicht so 'easy' wie ein 1.2842, aber auch kein HSS oder höchstlegierter PM. Diamant (als 'Meinungsverstärker' auf Schleifleinen) ist hilfreich und verkürzt die Anstrengungen auf jeden Fall
Das Finish der Klinge ist eine Satinierung mit Tendenz zur Spiegelung (je nach Lichteinfall):
und was die Spiegeltendenz angeht:
ein Fehler ist mir beim Verkleben unterlaufen: der vordere G10-Pin hatte von der Herstellung eine Bohrung auf einer Seite, die ich zu weit in den Griff mit reingeklebt hatte (man will ja nix verschneken - aber ich habe nicht genug aufgespasst). Statt jetzt den Griff ergonomisch zu versauen, indem ich das wegschleife, habe ich mich für eine Füllung mit nachleuchtender Paste aus dem Uhrenbereich entschieden.
Hier im Vergleich zu dem Leuchpunkt meines ANV Z200:
(das ganze nach 15min Aufladung unter einer LED-Schreibtischlampe). Die Lume ist ganz gut und lädt sich (neben der Größe, die die Leuchtstärke wesentlich ausmacht) viel schneller auf als beim ANV. Ich hätte an sich weiß grundieren sollen, aber es war eher ein 'Goodie' zur Rettung des Fehlers und keine ernsthafte Steigerung der Gebrauchstüchtigkeit.
Über die Sinnhaftigkeit des Verbauens dieser Legierung als EDC kann man sicherlich diskutieren. Er wird als Stahl für feine Schneiden im Bereich Küche/ Rasieren und vlt. auch Schnitzen ausgewiesen. Auf der anderen Seite gilt der vom C-Gehalt sehr ähnliche 1.2442 als gute Wahl für hochwertige feinschneidige EDC's. Insofern sicherlich nicht außerhalb des sinnvollen Einsatzspektrums. Und vor dem Hintergund kann man durchaus probieren, ob sich die 'reine Erschmelzung' in der Praxis positiv von anderen, ähnlichen Legierungen in Bezug auf Erhalt der feinen Schneide absetzen kann.
Viele Grüße,
Torsten
(der große Problem hatte, bei dem miesen, trüben Wetter heute halbwegs passable Fotos der ganzen Nummer hinzubekommen - insbesondere, den tollen Rotton der Schalen vom Weißabgleich und der Helligkeit abzulichten)
