

- Beiträge
- 1.094
Mit dem Druckbereich 0-0,5 meine ich, das der Regler in diesem Bereich auch regelt,den manche gehen ja erst ab 0,5-4 Bar.
Wenn deiner von 0 angegeben ist, müßte er ja in diesem Bereich regeln.
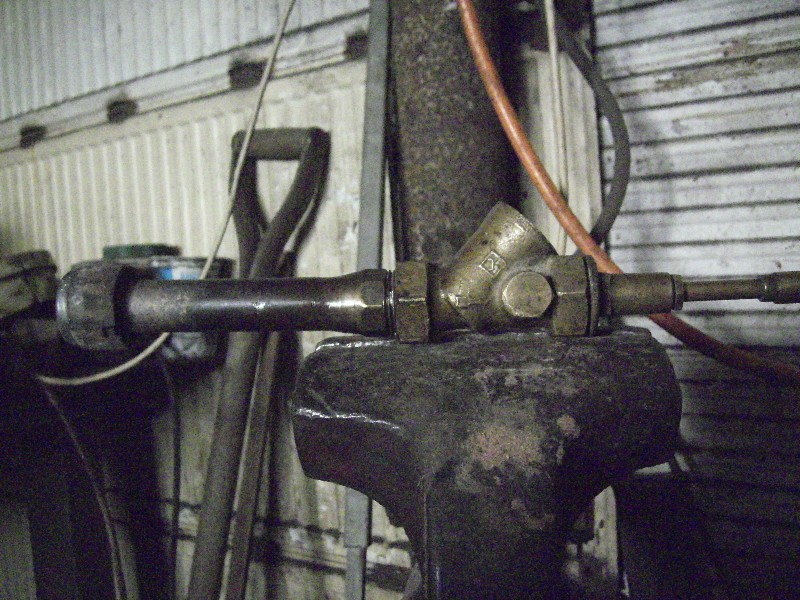
Einen Flare habe ich mir zuerst auch gegossen ,war aber schlecht an die Kugelform und Flammenrichtung anzupassen.Habe von Kupfer 3/4 auf 32mm erweitert,was mit einem Überrohr verschweißt ist.Der Flare ist 4cm lang und ist mit einer Glühbirne geformt,ich Dachte er wird nach den angaben die Andere machen zu weit,aber für meinen Brennraum 18-19cm sehe ich keine Probleme.
Ich weis nicht ob du meinen Brenner kennst, er ist beim Gasessenbau zu sehen.
Gruß Maik
Wenn deiner von 0 angegeben ist, müßte er ja in diesem Bereich regeln.
Einen Flare habe ich mir zuerst auch gegossen ,war aber schlecht an die Kugelform und Flammenrichtung anzupassen.Habe von Kupfer 3/4 auf 32mm erweitert,was mit einem Überrohr verschweißt ist.Der Flare ist 4cm lang und ist mit einer Glühbirne geformt,ich Dachte er wird nach den angaben die Andere machen zu weit,aber für meinen Brennraum 18-19cm sehe ich keine Probleme.
Ich weis nicht ob du meinen Brenner kennst, er ist beim Gasessenbau zu sehen.
Gruß Maik

 :
:









 denn der eintritt's Winkel scheint mir da für nicht Optimal zu sein.
denn der eintritt's Winkel scheint mir da für nicht Optimal zu sein.

{kind=link}
{kind=link}
{kind=link}